صادق اسفیدان
بسم الله الرحمن الرحیم سایت شخصی صادق قربانی اسفیدانصادق اسفیدان
بسم الله الرحمن الرحیم سایت شخصی صادق قربانی اسفیداننمونه سوالات کنکور کارشناسی ارشد موادسالهای 86-87-88-89-90-91
نمونه سوال و پاسخنامه کنکور کارشناسی ارشد مواد سالهای 86 تا 91
دانلود
لوله های کامپوزیتی
مواد اولیه : الیاف ، رزین ها ، و دیگر پرکننده ها
لوله های FRP با استفاده از تقویت کننده های الیاف شیشه ، رزین های گرما سخت ، مواد linerviel و انواع دیگر افزودنی ها ساخته می شوند . الیاف تقویت کننده معمولا ً از جنس الیاف شیشه E است . مشخصات اسمی الیاف شیشه E عبارتند از سفتی کششی در حدود 72400 مگا پاسکال ، استحکام کششی در حدود 3450 تا 3800 مگا پاسکال و درصد افزایش طول در حدود 4 تا 5 درصد . انواع دیگری از الیاف در این رده عمومی وجود دارند که نیازهای گوناگون مقاومت به خوردگی را برطرف می کنند اما الیاف شیشه E تا حدودی تمام بازار را تحت سلطه خود درآورده است . الیاف تقویت کننده دیگری برای کاربردهای ویژه و شرایط خورنده منحصربه فرد وجود دارد مانند FCR ، C ، AR و جز آن . الیاف تقویت کننده بسته به فرآیند ساخت لوله و تحمل بار مورد نیاز ، تغییر می کنند . الیاف تک جهته تابیده شده ، الیاف کوتاه ، تقویت کننده های رشته ای ، نمد ، الیاف بافته شده و انواع دیگر الیاف درساخت لوله های FRP کاربرد گسترده ای دارند .
کوره قوسی
کوره قوسی یکی از بهترین انواع برای ذوب ،آلیاژسازی وتصفیه فولاد به حساب می آیند. در این کوره ها برای ایجاد حرارت از قوس الکتریک ( یا بین دو الکترود و یا بین الکترود و شارژ ) استفاده می کنند. کوره های قوس الکتریک از لحاظ مسیری که جریان الکتریسیته طی می کند به دو دسته تقسیم می شوند :
1 –کوره قوس غیر مستقیم
2 – کوره قوس مستقیم
1 – کوره های قوس غیر مستقیم بیشتر برای ذوب فلزات غیر آهنی و حداکثر چدن کاربرد دارند و کمتر برای ذوب فولاد از آنها استفاده می شود.
2 – کوره های قوس مستقیم که استفاده وسیعی در فولاد سازی دارند توانایی ایجاد درجه حرارت بسیار بالایی ( تا 4000 درجه ) دارند که صرف ذوب کردن شارژ می شود.
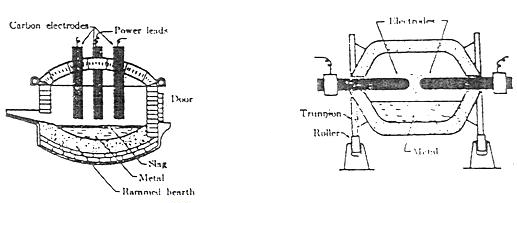
شکل 1-1- انواع کوره قوس الکتریک
در روش قوس غیر مستقیم قوس الکتریکی بین الکترود ها که ممکن است دوتایی یا سه تایی باشند برقرار می شوند وطراحی کوره به شکلی انجام می گیرد که شارژ بین آنه که در محدوده ، قوس قرار گرفته در اثر حرارت قوس ذوب بشوند. ولی در کوره های امروزی عمدتاً از روش قوس مستقیم استفاده می شود که قوس بین الکترود یا الکترود ها که ممکن است تکی دوتایی یا سه تایی باشند با جداره وکف برقرار می شود وشارژی که در محدوده قرار گرفته می شود ذوب می شود.
از میان کوره های قوس الکتریکی مستقیم نوع 3 تایی آن هم در تناژهای کم وهم در تناژهای زیاد مورد مصرف صنعتی بیشتری دارد وهمین نوع کوره است که بیشتر برای ذوب وریخته گری فولاد استفاده می شود.
اگر در این کوره ها از سقف نگاه کنیم الکترودها بصورت 120 درجه نسبت به هم قرار دارند. برای نصب آنها از یک سری اتصالات گرافیتی ( Niple ) استفاده می شود. قطر الکترود ها به کوره و توناژ مذاب بستگی دارد. این الکترودها امروزه بصورت خود پز ایجاد می شوند که در آنها مخلوط گرافیت + چسب + مواد دیگر که بصورت ملات است را از بالا به درون الکترود می ریزند که در اثر حرارت وارده به آن پخته می شود و همواره طول مناسب الکترود حفظ می شود. اکسیداسیون کربن در هنگام ایجاد قوس الکتریک، اعمال جریان در حد نامطلوب،مصرف الکترود در مراحل پایانی، عوامل مکانیکی مانند برخورد با شارژ و یا ضربات مکانیکی هنگام مونتاژ عواملی هستند که موجب مصرف شدن الکترود ها می شوند. سقف این کوره ها از بدنه جداست و قابلیت تحرک به منظور شارژ مواد را دارد. جداره نسوز در حالت اسیدی از آجرهای سیلیسی و در حالت بازی از آجرهای منیزیتی است. کف کوره به صورت قوسدار ساخته شده و بیشترین خسارت تخریب مواد نسوز در این ناحیه رخ می دهد.
شماره تماس : 09157769781 دانلود
اثر دما و اندازه ذرات پودر بر رفتار تفجوشی پودر برنج زرد
چکیده
در این تحقیق، اثر دما و اندازه ذرات پودر بر رفتار تفجوشی پودر برنج زرد Zn35%Cu- (درصد وزنی) مورد مطالعه قرار گرفت. فرآیند تفجوشی قطعات فشرده شده، در دماهای825، 850، 875، 900، 925 درجه سانتیگراد به مدت یک ساعت و در دو دانهبندی با اندازه متوسط ذرات 35 و400 میکرون انجام و تغییرات چگالی نمونهها و وضعیت تخلخلها توسط میکروسکوپ نوری بررسی شد. نتایج نشان داد که در محدوده دمایی مورد آزمایش، با افزایش دمای تفجوشی، ابتدا چگالی کاهش و سپس افزایش مییابد. غالب بودن انبساط گازهای محبوس در تخلخلها (وارد شده در مرحله فشردن پودرها) بر فرآیند تفجوشی عامل رفتار غیرعادی مرحله اول تفجوشی تشخیص داده شد. مقایسه نمونههای با اندازه ذرات متفاوت نشان داد که پودر ریزتر با داشتن سطح ویژه بالاتر، تمایل بیشتری به تفجوشی داشته و در دمای کمتری تفجوشی بر پدیده انبساط گازها غلبه مینماید. به علاوه، تصاویر میکروسکوپی انبساط و انقباض تخلخلها را بر حسب دمای تفجوشی تأیید نمود.
